
机器人零件加工 一站式服务 迈奇精密机械
浏览次数:次
- 产品规格:
- 发货地:安徽省合肥市蜀山区
关键词
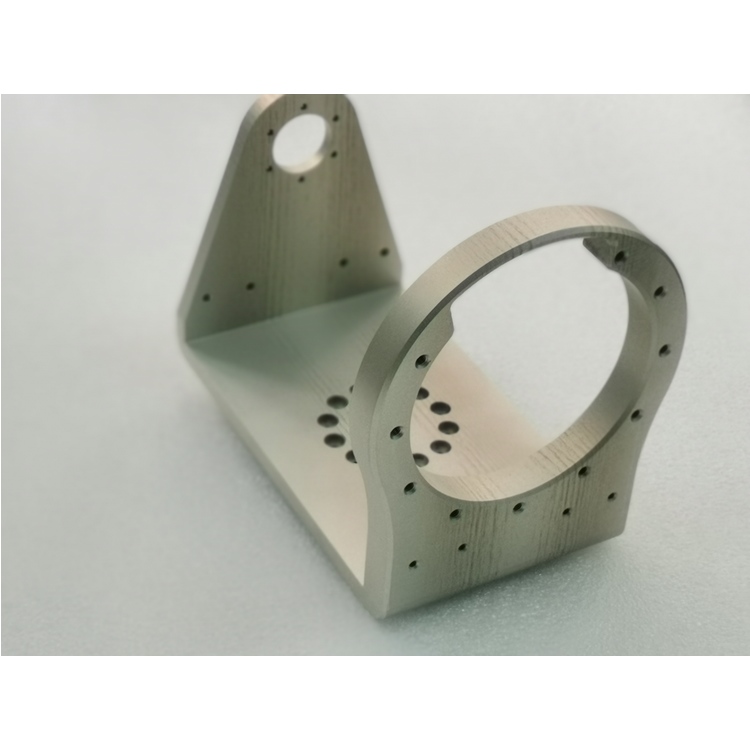
机器人零件加工
详细说明
公差0.03
压制方式高压铸造
加工设备CNC加工中心
加工精度精加工
变形温度360
是否库存是
烧结温度305
加工材料铝合金,铜,不锈钢,钛合金
三轴CNC(计算机数控)加工是一种常见的数控加工方式,广泛应用于制造业。它的特点主要体现在以下几个方面:### 1. **加工自由度**
- 三轴CNC机床通常指可以在X、Y、Z三个线性轴上进行运动的机床。这三个轴分别对应水平、垂直和深度方向的移动。
- 由于只有三个轴,三轴CNC加工主要适用于平面或简单三维形状的加工,如平面铣削、钻孔、轮廓加工等。
### 2. **加工复杂度**
- 三轴CNC加工的复杂度相对较低,适合加工形状较为简单的零件。
- 对于复杂的曲面或需要多角度加工的零件,三轴CNC可能无法直接完成,需要多次装夹或使用更高轴数的机床(如四轴或五轴CNC)。
### 3. **加工精度**
- 三轴CNC加工具有较高的精度,能够满足大多数工业零件的精度要求。
- 由于运动轴较少,机械结构相对简单,因此稳定性较高,适合高精度加工。
### 4. **加工效率**
- 对于简单的零件,三轴CNC加工效率较高,因为编程和操作相对简单。
- 但对于复杂零件,可能需要多次装夹或手动调整,效率会降低。
### 5. **适用材料**
- 三轴CNC加工适用于多种材料,包括金属(如铝、钢、铜)、塑料、木材等。
- 不同材料的加工参数(如切削速度、进给量)需要根据材料特性进行调整。
### 6. **成本**
- 三轴CNC机床的购置和维护成本相对较低,适合中小型企业或预算有限的用户。
- 由于编程和操作相对简单,培训成本也较低。
### 7. **应用领域**
- 三轴CNC加工广泛应用于模具制造、机械零件加工、电子产品外壳加工等领域。
- 特别适合批量生产标准化零件或加工精度要求较高的平面零件。
### 8. **局限性**
- 无法直接加工复杂的多面体或曲面零件,需要借助夹具或多次装夹。
- 对于需要多角度加工的零件,效率较低。
### 总结
三轴CNC加工是一种经济实用、精度较高的加工方式,适合加工形状简单的零件。虽然它在复杂零件加工方面存在一定局限性,但在许多工业领域仍然是主流选择。对于更复杂的加工需求,可以考虑使用四轴或五轴CNC机床。
电器外壳加工的特点主要体现在以下几个方面:
1. **材料多样性**:
电器外壳的材料种类繁多,常见的有塑料、金属(如铝合金、不锈钢、镀锌钢板等)、复合材料等。不同材料的选择取决于电器产品的应用场景、功能需求和成本考虑。
2. **加工工艺复杂**:
电器外壳的加工涉及多种工艺,包括注塑成型(塑料外壳)、冲压成型(金属外壳)、CNC加工、压铸、折弯、焊接、表面处理(如喷涂、电镀、阳氧化等)等。每种工艺都有其特定的技术要求和流程。
3. **精度要求高**:
电器外壳需要与内部组件配合,因此对尺寸精度、形状精度和表面质量的要求较高。特别是在安装孔、接口位置、按键孔等关键部位,加工精度直接影响产品的装配和使用性能。
4. **表面处理要求严格**:
电器外壳的表面处理不仅影响产品的外观美观度,还涉及防腐蚀、耐磨、绝缘等功能性需求。常见的表面处理工艺包括喷涂、电镀、阳氧化、拉丝、抛光等,具体选择取决于材料和产品要求。
5. **功能性与美观性并重**:
电器外壳不仅是保护内部组件的结构件,也是产品外观设计的重要组成部分。加工时需要兼顾功能性(如散热、防水、防尘等)和美观性(如线条设计、颜色搭配、质感等)。
6. **定制化程度高**:
不同电器产品的需求差异较大,外壳的设计和加工往往需要根据具体产品进行定制。定制化加工包括形状、尺寸、材料、表面处理等方面的个性化设计。
7. **生产效率与成本控制**:
电器外壳加工通常需要大批量生产,因此生产效率和成本控制是关键。采用自动化生产线、优化工艺流程、减少材料浪费等措施可以提率并降。
8. **环保与安全性**:
电器外壳的材料和加工工艺需要,特别是塑料材料的选择和表面处理工艺应避免使用有害物质。此外,外壳的加工还需要确保产品的安全性,如防火、防触电等。
9. **散热与电磁屏蔽设计**:
部分电器外壳需要具备良好的散热性能或电磁屏蔽功能,加工时需考虑散热孔、散热片的设计,以及金属材料的电磁屏蔽效果。
10. **质量控制严格**:
电器外壳的质量直接影响产品的整体性能和用户体验,因此加工过程中需要严格的质量控制,包括尺寸检测、表面质量检查、功能测试等。
综上所述,电器外壳加工是一个多工艺、多材料、高精度、定制化的过程,需要综合考虑功能性、美观性、生产效率和成本控制等多方面因素。

数控车床(Computer Numerical Control Lathe)是一种通过计算机程序控制加工过程的机床,具有高精度、率、高自动化等特点。以下是数控车床加工的主要特点:
### 1. **高精度与高重复性**
- 数控车床通过计算机程序控制的运动轨迹,能够实现微米级甚至更高精度的加工。
- 由于加工过程由程序控制,重复加工时能够保持高度一致,适合大批量生产。
### 2. **加工复杂形状能力强**
- 数控车床可以加工复杂的三维曲面、螺纹、锥面等形状,传统车床难以实现的复杂工件可以通过数控车床轻松完成。
- 通过多轴联动功能,可以实现更复杂的加工任务。
### 3. **自动化程度高**
- 数控车床可以自动完成从毛坯到成品的整个加工过程,减少了人工干预。
- 配备自动换刀装置(如刀塔)和自动上下料系统后,可以实现连续加工,进一步提率。
### 4. **加工效率高**
- 数控车床的切削速度和进给量可以控制,优化加工参数后能够显著提高加工效率。
- 减少了传统车床中手动调整和测量的时间,缩短了加工周期。
### 5. **灵活性高**
- 通过修改加工程序,可以快速适应不同工件的加工需求,特别适合多品种、小批量生产。
- 加工参数(如转速、进给量、切削深度等)可以根据工件材料和形状灵活调整。
### 6. **减少人为误差**
- 加工过程由程序控制,减少了操作人员的技术水平和经验对加工质量的影响。
- 降低了因人为操作失误导致的废品率。
### 7. **集成化与智能化**
- 现代数控车床通常配备智能化功能,如自动检测、磨损补偿、加工误差修正等,进一步提高了加工质量和效率。
- 可以与CAD/CAM系统无缝集成,实现从设计到加工的一体化流程。
### 8. **适用范围广**
- 数控车床可以加工材料,包括金属、塑料、复合材料等。
- 适用于多种行业,如、汽车制造、模具加工、器械等。
### 9. **减少工装夹具需求**
- 数控车床可以通过程序控制实现复杂形状的加工,减少了对工装夹具的依赖,降低了生产成本。
### 10. **环保与节能**
- 数控车床的加工过程更加,减少了材料浪费。
- 现代数控车床通常配备节能技术,降低了能源消耗。
### 总结
数控车床加工以其高精度、率、高自动化和灵活性的特点,在现代制造业中占据了重要地位。它不仅适用于大批量生产,也能满足多品种、小批量的加工需求,是提升生产效率和产品质量的重要工具。
PEEK(聚醚醚酮)是一种高性能的热塑性工程塑料,具有的机械性能、化学稳定性和耐高温性能。PEEK材料的加工特点主要包括以下几个方面:
### 1. **高熔点与加工温度**
- PEEK的熔点约为343°C,加工温度通常在360°C到400°C之间。
- 需要高温注塑机或挤出机进行加工,以确保材料充分熔融。
### 2. **低熔体粘度**
- PEEK的熔体粘度相对较低,易于流动,适合复杂形状的制品成型。
- 但需要控制好加工温度,避免过热导致材料降解。
### 3. **吸湿性**
- PEEK材料具有一定的吸湿性,加工前需要进行干燥处理(通常在150°C下干燥2-4小时),以防止气泡或缺陷的产生。
### 4. **结晶性**
- PEEK是一种半结晶性材料,其结晶度会影响制品的机械性能和尺寸稳定性。
- 通过控制冷却速率可以调节结晶度,快速冷却会降低结晶度,慢速冷却则提高结晶度。
### 5. **的尺寸稳定性**
- PEEK在高温下仍能保持良好的尺寸稳定性,适合制造精密零件。
- 但由于其热膨胀系数较高,设计模具时需要考虑这一点。
### 6. **耐化学腐蚀性**
- PEEK对大多数化学品具有的耐受性,但在加工过程中仍需避免接触强酸、强碱等腐蚀性物质。
### 7. **耐磨性与自润滑性**
- PEEK具有的耐磨性和自润滑性,适合制造摩擦部件,如轴承、齿轮等。
### 8. **加工方式多样**
- PEEK可以通过注塑成型、挤出成型、压缩成型、3D打印等多种方式加工。
- 注塑成型是常用的加工方法,适用于大批量生产。
### 9. **后处理要求**
- PEEK制品通常不需要额外的后处理,但可以通过退火处理(200°C左右)来消除内应力,提高尺寸稳定性和机械性能。
### 10. **环保性**
- PEEK材料可回收利用,但回收过程需要严格控制温度,以避免材料降解。
### 总结:
PEEK材料的加工需要较高的温度控制和严格的工艺管理,但其的性能使其在、器械、汽车工业等领域得到广泛应用。加工时需特别注意干燥、温度控制和冷却速率等因素,以确保制品的质量。

五轴联动加工是一种的数控加工技术,具有以下特点:
1. **高精度和复杂曲面加工能力**:
五轴联动加工可以同时控制五个坐标轴(X、Y、Z和两个旋转轴),能够实现复杂曲面的高精度加工,适用于、汽车、模具等领域的高精度零件制造。
2. **减少装夹次数**:
传统三轴加工需要多次装夹来加工复杂零件,而五轴联动加工可以在一次装夹中完成多面加工,减少了装夹误差,提高了加工效率和精度。
3. **提高加工效率**:
五轴联动加工可以通过优化路径,减少空行程和加工时间,同时可以使用更短的,提高切削稳定性和加工效率。
4. **的表面质量**:
五轴联动加工可以保持与工件表面的角度,减少振动和切削力,从而获得的表面光洁度和加工质量。
5. **加工灵活性高**:
五轴联动加工可以处理复杂几何形状的零件,包括深腔、窄缝、倒扣等传统加工难以完成的部位。
6. **减少磨损**:
通过优化角度和切削路径,五轴联动加工可以延长寿命,降低加工成本。
7. **应用范围广**:
五轴联动加工适用于多种材料,包括金属、复合材料、塑料等,广泛应用于、器械、能源设备、模具制造等行业。
8. **技术要求高**:
五轴联动加工对机床、编程和操作人员的技术要求较高,需要复杂的编程和的机床控制。
总之,五轴联动加工是一种、高精度的加工技术,特别适合复杂零件的制造,能够显著提高生产效率和产品质量。
不锈钢件机加工具有以下特点:
1. **硬度高、韧性好**:不锈钢材料通常具有较高的硬度和良好的韧性,这使得加工过程中容易磨损,且加工难度较大。
2. **导热性差**:不锈钢的导热性较差,加工过程中产生的热量不易散发,容易导致工件和温度升高,影响加工精度和寿命。
3. **加工硬化倾向**:不锈钢在加工过程中容易产生加工硬化现象,即在切削过程中材料的硬度会显著提高,增加了切削难度。
4. **粘刀现象**:不锈钢在切削过程中容易产生切屑粘附在上的现象,影响切削效果和寿命。
5. **表面质量要求高**:不锈钢件通常用于对表面质量要求较高的场合,因此加工过程中需要特别注意表面光洁度和尺寸精度。
6. **选择**:由于不锈钢的加工特性,通常需要选用耐磨性高、耐热性好的材料,如硬质合金、陶瓷或涂层。
7. **切削液使用**:为了降低加工温度、减少磨损和改善表面质量,加工不锈钢时通常需要使用切削液进行冷却和润滑。
8. **加工参数优化**:由于不锈钢的加工难度较大,需要合理选择切削速度、进给量和切削深度等加工参数,以提高加工效率和工件质量。
9. **设备要求**:加工不锈钢件通常需要具备较高刚性和稳定性的机床,以确保加工过程中的稳定性和精度。
10. **成本较高**:由于不锈钢材料的加工难度较大,且对和设备的损耗较高,因此不锈钢件的加工成本通常较高。
综上所述,不锈钢件机加工具有较高的技术要求和成本,需要采取适当的工艺措施和优化加工参数,以确保加工质量和效率。
m.hfmaiqi.b2b168.com